Product Description
Cast polyurethanes are a diverse and versatile group of materials that are known for abrasion resistance, chemical resistivity, stability in water, ease of processing and relative low cost. Cast polyurethanes are found in almost every industry. Molds for cast urethanes are relatively inexpensive and can be made from a variety of materials.
Cast polyurethanes are a good substitute for a number of materials where improved performance is required. Urethanes can be made as soft as gum rubber or as hard as a golf ball. In fact, most golf balls are polyurethane!
Cast polyurethanes are elastomers and are created by the reaction of a prepolymer which contains reactive isocyanate groups and a curative which contains hydroxyl or amine groups. In their simplest form, these 2 components, the prepolymer and curative are the only chemicals in the mix. The mixture is then poured into a heated mold where the components react to form a CZPT elastomeric piece.
In general, designing for casting polyurethane is identical to designing for any plastic, molded or injection molded. Our CZPT company could produce any parts basing on clients requirements like drawings or samples etc.
| 1 | It is the most versatile, toughest, abrasion resistance elastomer available. It is as soft as Shore A durometer 10 and hard as Shore D scale durometer 85. |
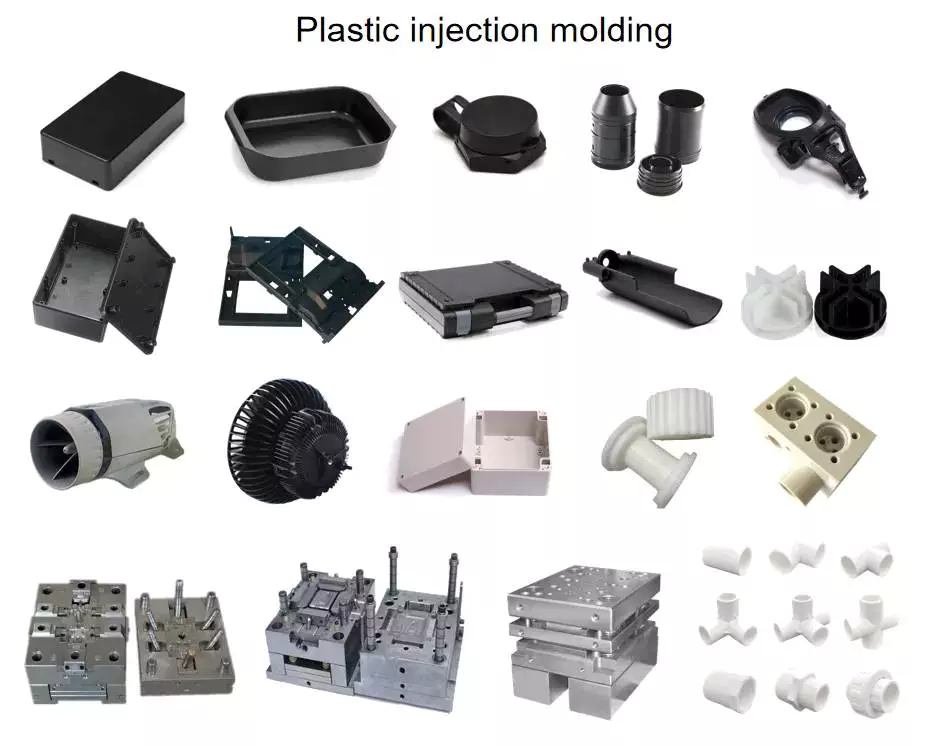
| 2 | It could be cast into practically any shape, size or complex geometry desired wheels, gears, O rings, gaskets, tires, roller blades, skate boards etc. |
| 3 | It can be formulated with high resistance to stresses and it tends to maintain shape and mechanical properties aster fatigue stressing. |
| 4 | Casting Polyurethane maybe pigmented to resist degradation by elevated atmospheric oxygen and CZPT atmospheric concentrations. |
| 5 | Many cast polyurethane elastomers compounds remain flexible at extreme low temperatures and possess outstanding resistance to thermal shock. Low temperature resistance of polyurethanes make cast parts very practical in extreme arctic conditions. |
| 6 | Casting polyurethane parts can be made flame resistance by incorporating flame retardants into their formulas. |
| 7 | Polyurethane can be cast with coefficients of friction varying from very low, for items like bushings, bearings or wear strips, or very high, for items like tries or rollers. |
| Material: | Polyurethane Rubber |
|---|---|
| Usage: | Industrial Rubber Slab, Industrial, Buffering |
| Feature: | Wear-resistant, Impact-resistant, Corrosion-resistant, Cold-resistant |
| Raw Materials: | Synthetic Rubber, Pad |
| Color: | at Clients Option |
| Hardness: | Shore a 10 to Shore D 85 |
| Samples: |
US$ 12/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Injection Molded Parts – Design Considerations
If you want to produce high-quality Injection molded parts, there are several factors to consider before the design process. These factors include the Surface finish, Material compatibility, and Tooling fabrication. This article will focus on some of these factors. Ultimately, you can save time and money by designing the parts in-house.
Design considerations
When creating a new part, or updating an existing part, design considerations for injection molded parts are critical. The decisions you make in these early stages of development can have a profound effect on the final product, and they can also have substantial cost and timing implications. In this guide, we’ll explore key design considerations, including how to maximize the efficiency of the injection molding process. We’ll also touch on how to optimize gate placement and parting lines.
To ensure a successful injection molding process, part design must balance structural integrity and plastic fill volume. This means creating parts with relatively thin walls that have adequate support and avoid warping or sinking. To do this, injection molded parts often feature ribs or projections to strengthen the walls. However, too thin of a wall can result in excessive plastic pressure and air traps.
One of the most important design considerations for injection molded parts is the direction of the parting line. For many applications, a parting line is obvious, but for others it’s a little less obvious. The first step in designing an injection mold is to determine which direction it should open.
Another critical design consideration is the part’s ejection. If a part isn’t ejected properly, it will stick to the mold. A part that has too many undercuts or ribs will end up stuck on the mold’s side, making it difficult to eject it from the mold. A part that has a draft angle of at least five degrees is much easier to eject.
Another important design consideration for an injection molded part is the type of plastic used. Some plastics do not tolerate undercuts. However, some materials are able to tolerate undercuts of up to five percent. Undercuts are not ideal and can increase the complexity and cost of the injection mold.
Another design consideration for injection molded parts is the radius of edges. Sharp corners can create high molded-in stresses and can lead to failure points. A radius eliminates this stress by redistributing the stress more evenly throughout the part. This also facilitates flow of the material through the mold.
Surface finish
Injection molded parts are often finished with additional processing in order to improve their aesthetic quality. There are a variety of finishing processes, including machining and sanding, which give injected molded parts a particular look, feel, or texture. The surface finish of a plastic part affects both its aesthetics and its functionality. According to the Society of Plastics Industry, certain standards for surface finish are essential to the aesthetics and durability of plastic parts.
Surface finish of injection molded parts depends on the primary design goal. For instance, some designs may need a part to be aesthetically pleasing while others may want to enhance its functionality. Surface texture is often used by designers and engineers to achieve different aesthetic goals, such as improving the product’s perceived value. A textured surface may also help hide imperfections and improve the part’s non-slip qualities.
Surface finish is a critical aspect of plastic injection molding. It can affect material selection, tooling, and other process decisions. It is important to determine the desired surface finish early in the design phase. A skilled plastic injection molder can assist you in making this decision. In addition to determining the finish you need, a skilled molder can help you decide the best material for the job.
The PIA classification system defines four basic grades for surface finish. There are subcategories for each grade. Group A surface finish is smooth, and grade B and C finishes are textured. The former is the most common and economical finish and is most suitable for industrial parts. It can hide deformations and tooling marks, and is the least expensive finish type.
Surface finish of injection molded parts can vary greatly, and can be crucial to the performance and appearance of the part. Some companies prefer plastic parts with a glossy finish, while others prefer a textured surface for aesthetic reasons. While the former may be better for aesthetic purposes, rougher surfaces are often preferred for functional or mechanical parts.
Material compatibility
 Material compatibility is important for the durability of your injection molded parts. You can use multiple materials in the same part by mixing resins. This is an ideal solution for parts that require adhesion, friction, or wear. Fast Radius can simplify the material selection process, optimize part design, and speed up production.
Material compatibility is important for the durability of your injection molded parts. You can use multiple materials in the same part by mixing resins. This is an ideal solution for parts that require adhesion, friction, or wear. Fast Radius can simplify the material selection process, optimize part design, and speed up production.
ABS is a thermoplastic polymer that can withstand a range of temperatures. Its low melting point means that it is easy to mold, and it has good chemical and moisture resistance. ABS also has good impact strength, and is highly durable. It is easy to recycle. Nylon is another versatile material for injection molding. It can be used for car tires, electrical components, and various apparel.
When choosing the material for your injection molded parts, keep in mind that the type of resin will determine their tolerance. Injection molding is compatible with a wide range of plastic resins. Some materials are more suitable than others for certain applications, and many plastics can be modified with stabilizers or additives to improve their properties. This flexibility allows the product development team to customize materials to achieve the performance characteristics they desire.
Polyamides are another great option for injection molding parts. Both natural and synthetic varieties of these plastics have excellent properties. However, they have some drawbacks. For instance, nylon injection molding is difficult and can result in inadequate filling. However, Nylon injection molding has many benefits, including high impact resistance and heat resistance.
Polybutylene terephthalate (PBT) is a high-molecular-weight polymer with excellent mechanical and chemical resistance. It is a good choice for components in the medical, automotive, and lighting industries. Its low water absorption and low flammability make it suitable for many applications.
Polyurethane (TPU) is another polymer option. It has excellent resistance to abrasion, chemicals, greases, and oils. It also has high temperature resistance, and is suitable for ozone environments. However, TPU is more expensive than TPE and requires drying before processing. Moreover, it has a short shelf life.
Tooling fabrication
 Tooling fabrication for injection-molded parts is an important component of the manufacturing process. The right design of the mold can reduce the cost and time required for a finished product. For instance, choosing the right type of core for the mold can reduce the amount of material used in the part, which is necessary to produce a high-quality product. It is also important to choose a design that is easy to mill into a mold.
Tooling fabrication for injection-molded parts is an important component of the manufacturing process. The right design of the mold can reduce the cost and time required for a finished product. For instance, choosing the right type of core for the mold can reduce the amount of material used in the part, which is necessary to produce a high-quality product. It is also important to choose a design that is easy to mill into a mold.
Injection molding requires a mold with precise geometries. The mold tool must be constructed accurately and carefully to achieve the desired precision. It can be the biggest investment in the manufacturing process, but it is also critical to the success of a project. Large volume and high-precision parts often require more complex tooling, as they require the highest level of precision.
Tool steels typically used for injection moulding include H-13 and 420 stainless steel. Both of these materials are strong enough to produce parts of comparable hardness to wrought parts. These materials have low elongation values, so they are ideal for constructing injection moulding tools. Some of these steels also have excellent dimensional accuracy and are ideally suited for high-precision tool fabrication.
The process of plastic injection molding requires precise measuring and tooling fabrication. The mold must have the proper lead angle and space for the material to deform. Undercuts must be no larger than 5% of the diameter. Moreover, the injection molded part should be free of stripping or undercuts. Ideally, it should have a lead angle of 30o to 45o.
Various plastics can be used in the process of injection molding. The process can be used to produce cosmetic and end-use parts. Materials used in the molding process include silicone rubber and thermoplastics. If the part requires additional reinforcement, it can be reinforced with fibers, mineral particles, or flame retardant agents.
Increasingly advanced technologies have streamlined the process of tooling fabrication for injection moulded parts. The process has improved with the use of computer aided design, additive manufacturing, and CNC lathes. Approximately 15% of the cost of a finished injection molded part is spent on tooling fabrication.

editor by CX 2023-11-24
China Custom Custom OEM Injection Molded Plastic Rubber Machinery Parts with Great quality
Product Description
[Custom oem injection molded plastic rubber machinery parts]
Company Information
Our company is located in HangZhou City,ZheJiang , the world’s manufacturing capital. We are dedicated to the production of CNC milling & turning parts and high-precision mold components, machined parts and all kinds of Knives & Blades according to the requirements of customers from different industries. Products are mainly exported to Europe, USA and Japan, and obtains favor reputation from customers.
We will always adhere to the values of “Details, Focusing, Principal, Leading” and the business philosophy of “Constantly Improvement, Precision Dedication” to serve the customers more and better and to create value for customers.
OUR SERVICES
We specialize in CNC Machined Parts,Precision Injection Mold Parts, Plasic Injection Moulding, and Machining all kinds of Knives and Blades.
OUR INDUSTRIES
We serve in the industries of Automobile, Mobile Phone, Computer and Medical Parts, Home Appliances, Led Lights, Electrotechnical Application, Aerospace, Consumer Electronics, Watches, Agriculture, Food Packaging & Processing and Archery, Telescope,UAV,Robot,etc.
Products Description
| Material: | PMMA,PC,PP,PEEK,PU,PA,POM,PE,UPE,etc. |
| Color: | White,black,green,nature,blue,yellow,etc. |
| Diameter: | 5-1000mm,or customized. |
| Shape: | According to your drawings. |
| Certification: | ISO9001,SGS,Test Report,RoSH. |
| Advantage | One stop procurement. |
| Packing | Plastic bags,Cartons,Wodden case,Pallet,Container,ect. |
| Mold Processing | CNC machining,Drilling, EDM,and then testing. |
| File Formats | Solid Works(STEP), Pro/Engineer, AutoCAD(DXF,DWG), PDF,etc. |
| Negotiations: | Quality,material,price,payment,delivery time item and so on |
| R&D: | According to customer’s requirements,we could design and improve the 3D moulding files. |
| We will send our customers the 3D files for confirmation.Once the customers approved,then we will start to build the mold. | |
| Sample confirm: | We can send the trial sample to customers for approval, If the customers are not satisfied it, then we will modify the mould. |
| Other | 24 hours instant and comfortable customer service. |
| Shipping status notification during delivery. | |
| Regular notification of new styles & hot selling styles. |
Logistic
| Shaping Mode: | Injection Mould |
|---|---|
| Surface Finish Process: | Polishing |
| Mould Cavity: | Multi Cavity |
| Plastic Material: | ABS |
| Application: | Car, Household Appliances, Furniture, Commodity, Electronic, Home Use |
| Design Software: | Pro-E |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

What Is Injection Moulding?
Injection molding is a process of producing precision-molded parts by fusing raw plastics and guiding them into a mold. The main components of an injection mold are a hopper, barrel, and reciprocating screw. Before injection, the raw plastics are mixed with coloring pigments and reinforcing additives.
Characteristics of injection molded parts
Injection molding is the process of manufacturing plastic parts. It uses thermoplastic, thermoset, or elastomers to manufacture components. The range of materials is enormous and includes tens of thousands of different polymers. They are blended with other materials and alloys to produce a wide range of properties. Designers select the appropriate materials for the job based on the properties and functions desired in the finished part. During the mold design process, mold materials must be carefully chosen, as different materials require different molding parameters.
Injection molding requires precise tolerances of the temperature and strain levels. The maximum strain level is about 0.15 percent. It is possible to adjust these parameters to meet the requirements of an injection molding project. The resulting products can be easily checked for quality by measuring the strain and temperature of the mold inserts in real time.
Injection molding is known for its laminar flow of the polymer. However, there is still a possibility for side-to-side thermal variations in the part forming cavity. This is illustrated in FIG. 4. The part has high and low sheared areas; the higher sheared areas flow on the bottom side of the part, while the lower sheared areas flow on the top side.
Injection molding is used to make many different types of plastic parts, from small parts to entire body panels of a car. These parts can be made from a variety of different materials, such as polypropylene for toys and ABS for consumer electronics. They can also be made from metal, such as aluminum or steel.
The melting temperature of plastic parts must be appropriate for the project’s specifications. The mold should be large enough to produce the parts desired. This will minimize the impact of uneven shrinkage on the product’s dimensional accuracy. In addition to the temperature, a mold must be designed with the material’s properties in mind.
Tooling fabrication
Injection molded parts are produced using molds. This process is a complex process that requires customization to ensure proper fit and function. The main component of a mold is the base, which holds the cavities, ejectors and cooling lines. The size and position of these components are crucial to the production of quality parts. Incorrectly sized vents can cause trapped air to enter the part during the molding process. This can lead to gas bubbles, burn marks, and poor part quality.
The material used for tooling fabrication is usually H-13 tool steel. This steel is suitable for injection molded parts as it has a low elongation value. The material used to fabricate tooling for injection molded parts typically has a high yield strength. The material used for injection moulding tooling is typically 420 stainless steel or H-13 tool steel. These materials are suitable for most injection molding processes and have comparable yield strength compared to wrought or MIM parts.
Another important part of tooling fabrication is the design of the mold. It is important to design the mold with a draft angle, as this will make ejection easier and reduce costs. A draft angle of 5o is recommended when designing a tall feature. Choosing a draft angle is essential to ensuring that the plastic part is free from air bubbles after injection molding.
Injection moulding tooling costs can account for as much as 15% of the cost of an injection moulded part. With innovation in mould materials and design, tooling fabrication can be more efficient and cost-effective.
Surface finishes on injection molded parts
Surface finishes on injection molded parts can have a variety of effects on the part’s appearance and performance. Different materials lend themselves to different kinds of surface finishes, with some plastics better suited for smooth, glossy finishes than others. The type of surface finish is also affected by several factors, including the speed of injection and the melt temperature. Faster injection speeds help improve the quality of plastic finishes by decreasing the visibility of weld lines and improving the overall appearance of the parts.
For a smooth plastic surface finish, some companies require a high level of roughness on the part. Others may prefer a more rough look, but both options can have their benefits. The type of surface finish chosen will depend on the part’s purpose and intended application. For example, a glossy plastic finish may be preferred for a cosmetic part, while a rougher finish may be better suited for a mechanical part that must be tough and cost-effective.
Surface finishes on injection molded parts are often customized to match the application. For example, some parts require a rough surface finish because they require a greater amount of friction. These parts may require a sandblasting process to achieve the desired texture. Other processes can also be used to control plastic texture.
The type of surface finish depends on the materials used, as well as the design and shape of the part. The type of material used, additives, and temperature also have an impact on the surface finish. It is also important to consider surface finishes early in the design process.
Importance of a secondary operation to improve accuracy
While most injection molded parts do not require secondary operations, some components do require this type of processing. The surface finish of a component will determine how well it functions and what other secondary operations are necessary. Depending on the part’s function, a smooth or textured surface may be appropriate. Additionally, some parts may require surface preparation before applying adhesives, so an accurate surface finish can make all the difference. In order to achieve the desired finish, the injection molder should have experience molding different materials. He or she should also have the knowledge of how to simulate the flow of a mold. Also, experienced molders know how to mix materials to achieve the desired color, avoiding the need for secondary painting processes.
Injection molding is a complex process that requires precision and accuracy. The optimal temperature of the melted plastic must be chosen, as well as the mold itself. The mold must also be designed for the correct flow of plastic. In addition, it must be made of the best thermoplastic material for the part’s design. Finally, the correct time must be allowed for the part to be solid before it is ejected. Many of these issues can be overcome with specialized tooling that is customized to the part’s design.
Injection molding offers the opportunity to make complex parts at low cost. It also allows manufacturers to make parts with complicated geometries and multiple functions.
editor by CX
2023-04-17
China High Quality Special-Shaped Molded Plastic Rubber Machinery Parts Manufacturer manufacturer
Product Description
Our Companies
Product Design Content Assortment
Mildew Design Mold Creating
Bulk Production Logo Printing
Surface area Treatment Assembling
Packaging Door to Door Shipping
| Substance | EPDM,Silicone,FKM,NBR,NR,SBR,IR,IIR,and so on. |
| Shade | Black, white, red, green, clear or any shade in accordance to Pantone code |
| Measurement | As per customer’s specifications |
| Technology | Compression molding, injection molding, vacuum vulcanizing, extrusion |
| Surface Therapy | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Sprucing, Silkscreen, Black oxide |
| Software | Automotive, ATV, Mechanical equipment, Building, Home appliance, Aviation, Workplace facilities, Agriculture, and so on. |
| Shippment | We have longterm cooperation with internation shipping agent and categorical company, so that delivery safty and arriving time are secured |
Detail Image
Why Pick Us
Our Machine
Solution Range
Make contact with Us
|
US $0.1-0.5 / Piece | |
100 Pieces (Min. Order) |
###
| Certification: | ISO |
|---|---|
| Item: | Polyamide Injection Parts |
| Free Samples: | 1-5 PCS |
| MOQ: | 1PC |
| Tolerance: | +/-0.05mm |
| Technology: | Hot Pressing Molding ,Injection Molding or Extrusi |
###
| Customization: |
Available
|
|---|
###
| Material | EPDM,Silicone,FKM,NBR,NR,SBR,IR,IIR,etc. |
| Color | Black, white, red, green, transparent or any color according to Pantone code |
| Size | As per customer’s requirements |
| Technology | Compression molding, injection molding, vacuum vulcanizing, extrusion |
| Surface Treatment | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Polishing, Silkscreen, Black oxide |
| Application | Automotive, ATV, Mechanical equipment, Construction, Home appliance, Aviation, Office facilities, Agriculture, etc. |
| Shippment | We have longterm cooperation with internation shipping agent and express company, so that shipping safty and arriving time are secured |
|
US $0.1-0.5 / Piece | |
100 Pieces (Min. Order) |
###
| Certification: | ISO |
|---|---|
| Item: | Polyamide Injection Parts |
| Free Samples: | 1-5 PCS |
| MOQ: | 1PC |
| Tolerance: | +/-0.05mm |
| Technology: | Hot Pressing Molding ,Injection Molding or Extrusi |
###
| Customization: |
Available
|
|---|
###
| Material | EPDM,Silicone,FKM,NBR,NR,SBR,IR,IIR,etc. |
| Color | Black, white, red, green, transparent or any color according to Pantone code |
| Size | As per customer’s requirements |
| Technology | Compression molding, injection molding, vacuum vulcanizing, extrusion |
| Surface Treatment | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Polishing, Silkscreen, Black oxide |
| Application | Automotive, ATV, Mechanical equipment, Construction, Home appliance, Aviation, Office facilities, Agriculture, etc. |
| Shippment | We have longterm cooperation with internation shipping agent and express company, so that shipping safty and arriving time are secured |
Design Considerations for Injection Molded Parts
There are many factors to consider when designing a component for injection molding. These include design factors, materials, overhangs, and process. Understanding these factors will make it easier to choose the right part for the application. In this article, we’ll go over several of the most common design considerations.
Design factors
 To get the best results from your injection molded parts, you must ensure that they meet certain design factors. These factors can help you achieve consistent parts and reduce cost. These guidelines can also help you to avoid common defects. One of the most common defects is warping, which is caused by the unintended warping of the part as it cools.
To get the best results from your injection molded parts, you must ensure that they meet certain design factors. These factors can help you achieve consistent parts and reduce cost. These guidelines can also help you to avoid common defects. One of the most common defects is warping, which is caused by the unintended warping of the part as it cools.
When designing injection molded parts, the draft angle is critical. Increasing the draft angle allows the part to emerge cleanly from the mold and reduces stress concentration. This can improve the part’s function and speed up the production process. In addition, it ensures a uniform surface finish. Incorrect draft angles can result in parts that are not functional and can cost you money. If your product team doesn’t pay attention to these design factors, they could end up destroying expensive molds and producing a high number of rejects.
Ribs are another design factor that should be taken into consideration. Rib height should be less than three times the thickness of the part’s wall. This will prevent sink marks and minimize the chances of the ribs sticking inside the mold.
Materials
There are many options when it comes to materials for injection molded parts. Choosing the right material will affect how well it performs in your particular application. If you need a large part to be flexible and sturdy, then a plastic with good flow properties will work best. Injection molded plastics come in a variety of different resins. Choose the one that best meets your application’s needs, considering its main functionality and the desired appearance. You may also want to choose a material that is UV resistant, heat resistant, flexible, and food safe.
Polymers that are suitable for injection molding include polycarbonate and polypropylene. These materials are flexible and strong, and can be used to create parts with high-level details. These materials are also lightweight and inexpensive. Despite being flexible, they are not suitable for high-stress applications.
During the molding process, the injected material must be cooled, otherwise it will expand again. This is why you need to keep the temperature of the mould at 80 degrees Celsius or less.
Process
Injection molding is the process of creating plastic parts. The plastic is melted in a mold and then forced to cool. It then solidifies into the desired shape. During the cooling process, the plastic can shrink, so it is important to pack the material tightly in the mold to prevent visible shrinkage. When the mold is completed, it cannot be opened until the required cooling time has passed. This time can be estimated based on the thermodynamic properties of plastic and the maximum wall thickness of the part.
The mold must be precisely designed and tested. The process can be repeated many times, which makes it ideal for mass production. It is also one of the fastest ways to scale production. The more parts a mold can produce, the lower its cost per piece. This is one of the benefits of injection molding.
Injection molding parts are used for many industries, including appliances, electronics, packaging, and medical devices. They can be made to have complicated shapes.
Overhangs
 Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.
Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.
The amount of material needed for an overhang is dependent on the shape of the part and the amount of surface area. Generally, an overhang is less than 15 percent of the cost of the part. Usually, the material used should be able to fulfill the overhang’s function and differentiate it from the material in the form flachen area.
Overhangs on injection molded parts should be avoided because they may cause the design to become unstable. To avoid this problem, consider designing your part so that the sides and edges are parallel to one another. This will help ensure that the part will be free of undercuts and overhangs.
Overhangs on injection molded parts can be avoided by ensuring that the parts are designed with tolerances in mind. For example, an overhang in an injection molded part can cause a mold to have an overhang that is too small for the machine. This can cause problems in the manufacturing process, and it can result in a costly mold.
Cost
Injection molding costs can vary depending on the complexity of the part, the size and the type of plastic. Parts with complex geometries may require additional design work and tooling. Larger parts can also cost more than small ones. The amount of time spent designing and producing them is also important.
To reduce the cost of injection molding, a manufacturer must consider two major factors: tooling and the material used. The plastic used for injection molding has several different properties, which will impact the part price. For instance, plastics with a lot of glass fibers will reduce the amount of time necessary to repair the mold. Another factor to consider is the thermal properties of the material.
The next major factor in the cost of injection molded parts is the material of the injection mold. While most of these molds are made of steel, the type and grade of steel used is important. Injection molds are also required to have nearly wear-free interior cavities. This is necessary to maintain tight tolerances.
Another factor that contributes to the cost of injection molded parts is the cost of bulk material. This material costs money and requires expensive electricity to process. Typically, the more parts you produce, the lower the cost per pound. Storage of bulk material is also a significant expense. Therefore, a quicker cycle time will reduce storage costs.
Reliability
While manufacturing involves some degree of variation, the variation should be within acceptable limits. This is essential if you want to produce high-quality, dimensionally stable parts. A reliable manufacturing process involves precise control over mold tooling and part design. It also requires repeatability in both quality and production processes.
A reliable injection molding process also focuses on detecting defects early in the production process. Invisible hazards, such as air pockets, mold materials compromised by overheating, and more, can lead to failure. These defects will most likely not be discovered by simple visual inspection and may not come to light until after warranty claims are filed from the field. By finding the defects in the early stages, manufacturers can maximize productivity and reduce costs by minimizing the number of replacement parts needed.
The process of building a custom mould for plastic components is highly skilled. A perfect mould will eliminate potential defects and ensure that the production process is reliable. Traditionally, this process relied on trial and error, which added time and money to the production process.
Design for manufacturability
 When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part.
When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part.
Injection molded parts do not typically undergo post-processing. However, the mold itself can be finished to various degrees. If the mold is rough, it can cause friction during the ejection process and require a larger draft angle. Detailed finishing procedures are outlined by the Society of Plastics Industry.
The process of designing injection molds is very exacting. Any errors in the mold design can lead to out-of-spec parts and costly repair. Therefore, the process of Design for Manufacturability (DFM) validation is a key step early in the injection molding process. Fictiv’s DFM feedback process can identify design challenges and provide early feedback to minimize lead times and improve quality.
The surface of an injection molded part can develop sink marks, which occur when the material has not fully solidified when it is ejected from the mold. Parts with thick walls or ribs are more prone to sinking. Another common defect in plastic injection molding is drag marks, which occur when walls scrape against one another during ejection. In addition to sink marks, parts with holes or exposed edges can form knit lines.
editor by czh 2022-12-21
China Factory China Plastic Injection Molding Machine Machinery Injection Parts injection mold for parts
Item Description
Solution PARAMETERS
| Product Title | Manufacturing unit China Plastic Injection Molding Device Equipment Injection Parts |
|
Mould Main/Cavity |
DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,P20, P20HH, H13, 420ss and so forth. |
|
Hardness of metal |
33-38HRC prehard, forty six~fifty six HRC hardened |
|
Mould Common |
HASCO,DME,MEUSBURGER,JIS,CHINA LKM Regular |
|
Mould Base |
LKM&Hasco&DME regular (A,B plate 1730,2311,2312,1050,P20 ) |
|
Cavity |
Single/Loved ones/Multi |
|
Runner |
Hot/Chilly Runner |
|
Mould Measurement |
a hundred and fifty*150mm Min, 3000*2500mm Max |
|
Area of Mould |
EDM VDI/ Large Polish&Texture |
|
Plastic content |
PP, Laptop, PS, PE, PET, POM, PA, PU, PVC, Abdominal muscles, HIPS, PMMA, Nylon, and with GF, and so on. |
|
Mould Daily life |
Prototype one thousand-twenty five,000 preproduction fifty,000-ten,0000 High generation three hundred,000-1,000,000 shots based on Quantity specifications |
|
Specification |
Depends on the customer’s demands. |
|
Trade conditions |
FOB HangZhou, EXW, CIF |
|
Export to |
Europe countries,United states,Mexico,Australia ,Middle-east ,Asia and so forth |
|
Mildew hot runner |
DME, HASCO, YUDO, Mold-Masters, HRS, Synventive, and so on, or per customer need |
|
Mold gate type |
level gate, facet gate, sub gate, tunnel gate, banana gate, direct gate, tab gate, very hot runner valve gate, hot runner to chilly runner, and so forth. |
|
Guide time 1st Demo |
20-45Days primarily based on diverse molds |
|
Outside the house package deal |
Regular wooden situations or as your prerequisite |
|
Inner package |
Stretch waterproof movie & Each Mould painted, anti-rust oil.3. Spare components with each other with the mildew cargo. 4. Vaccum package deal |
Custom Remedy
MANUFACTURING Technique
ABOUT US
Certification
Shipping & PAYMENT
FAQ
| Q1: What is your company’s principal solution? |
| A: Our business is specialised in injection molding moulds and injection plastic products. We can customize all varieties of injection plastic items according to your demands or 3D drawing. |
| Q2: How can I get the samples to check out the quality? |
| A: 1) You can occur to have the CZPT test immediately. 2) We could ship samples & CZPT working online video to you. |
| Q3: Can you make multi-cavity molds? |
| A: Sure, we are capable of generating molds in 16, 24, forty eight, and sixty four cavities. |
| This fall: What certificates are you certified for? |
| A: We are certified in ISO9001, and we have a system for TS16949. |
| Q5: How do you make our company a long-time period and great relationship? |
| A:1. We hold good good quality, on-time shipping, and competitive price tag to ensure our clients advantage from the ideal quality products 2. We value every buyer, no make a difference in which they come from, or how massive the order they area. |
| Q6: I have an thought for a new merchandise, but never know if it can be produced. Can you support? |
| A: Indeed! We are often pleased to function with potential customers to evaluate the technological feasibility of your concept or design and we can suggest on materials tooling and probably set-up costs. |
Welcome you for your inquiry and item data. We will reply to you as shortly as attainable.
aNUmmFACTURING TECHN
Item PARAMEERS
PT PAAMENT
|
US $3,600 / Set | |
1 Set (Min. Order) |
###
| Warranty: | 1 Year |
|---|---|
| Shaping Mode: | Injection Mould |
| Surface Finish Process: | Polishing |
| Mould Cavity: | Multi Cavity |
| Plastic Material: | ABS |
| Process Combination Type: | Single-Process Mode |
###
| Samples: |
US$ 10.00/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Item Name | Factory China Plastic Injection Molding Machine Machinery Injection Parts |
|
Mould Core/Cavity
|
DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,P20, P20HH, H13, 420ss etc.
|
|
Hardness of steel
|
33-38HRC prehard, 46~56 HRC hardened
|
|
Mould Standard
|
HASCO,DME,MEUSBURGER,JIS,CHINA LKM Standard
|
|
Mould Base
|
LKM&Hasco&DME standard (A,B plate 1730,2311,2312,1050,P20 )
|
|
Cavity
|
Single/Family/Multi
|
|
Runner
|
Hot/Cold Runner
|
|
Mould Size
|
150*150mm Min, 3000*2500mm Max
|
|
Surface of Mould
|
EDM VDI/ High Polish&Texture
|
|
Plastic material
|
PP, PC, PS, PE, PET, POM, PA, PU, PVC, ABS, HIPS, PMMA, Nylon, and with GF, etc.
|
|
Mould Life
|
Prototype 1000-25,000; preproduction 50,000-10,0000; High production 300,000-1,000,000 shots based on Volume requirements
|
|
Specification
|
Depends on the customer’s requirements.
|
|
Trade terms
|
FOB Shenzhen, EXW, CIF
|
|
Export to
|
Europe countries,USA,Mexico,Australia ,Middle-east ,Asia etc
|
|
Mold hot runner
|
DME, HASCO, YUDO, Mold-Masters, HRS, Synventive, etc, or per customer requirement
|
|
Mold gate type
|
point gate, side gate, sub gate, tunnel gate, banana gate, direct gate, tab gate, hot runner valve gate, hot runner to cold runner, etc.
|
|
Lead time 1st Trial
|
20-45Days based on different molds
|
|
Outside package
|
Standard wooden cases or as your requirement
|
|
Inner package
|
Stretch waterproof film & Each Mold painted, anti-rust oil.3. Spare parts together with the mold shipment. 4. Vaccum package
|
###
| Q1: What is your company’s main product? |
| A: Our company is specialized in injection molding moulds and injection plastic products. We can customize all kinds of injection plastic products according to your requirements or 3D drawing. |
| Q2: How can I get the samples to check the quality? |
| A: 1) You can come to have the mould test directly. 2) We could send samples & mould running video to you. |
| Q3: Can you make multi-cavity molds? |
| A: Yes, we are capable of making molds in 16, 24, 48, and 64 cavities. |
| Q4: What certificates are you qualified for? |
| A: We are qualified in ISO9001, and we have a system for TS16949. |
| Q5: How do you make our business a long-term and good relationship? |
| A:1. We keep good quality, on-time delivery, and competitive price to ensure our customers benefit from the best quality products 2. We value each customer, no matter where they come from, or how big the order they place. |
| Q6: I have an idea for a new product, but don’t know if it can be manufactured. Can you help? |
| A: Yes! We are always happy to work with potential customers to evaluate the technical feasibility of your idea or design and we can advise on materials tooling and likely set-up costs. |
|
US $3,600 / Set | |
1 Set (Min. Order) |
###
| Warranty: | 1 Year |
|---|---|
| Shaping Mode: | Injection Mould |
| Surface Finish Process: | Polishing |
| Mould Cavity: | Multi Cavity |
| Plastic Material: | ABS |
| Process Combination Type: | Single-Process Mode |
###
| Samples: |
US$ 10.00/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Item Name | Factory China Plastic Injection Molding Machine Machinery Injection Parts |
|
Mould Core/Cavity
|
DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,P20, P20HH, H13, 420ss etc.
|
|
Hardness of steel
|
33-38HRC prehard, 46~56 HRC hardened
|
|
Mould Standard
|
HASCO,DME,MEUSBURGER,JIS,CHINA LKM Standard
|
|
Mould Base
|
LKM&Hasco&DME standard (A,B plate 1730,2311,2312,1050,P20 )
|
|
Cavity
|
Single/Family/Multi
|
|
Runner
|
Hot/Cold Runner
|
|
Mould Size
|
150*150mm Min, 3000*2500mm Max
|
|
Surface of Mould
|
EDM VDI/ High Polish&Texture
|
|
Plastic material
|
PP, PC, PS, PE, PET, POM, PA, PU, PVC, ABS, HIPS, PMMA, Nylon, and with GF, etc.
|
|
Mould Life
|
Prototype 1000-25,000; preproduction 50,000-10,0000; High production 300,000-1,000,000 shots based on Volume requirements
|
|
Specification
|
Depends on the customer’s requirements.
|
|
Trade terms
|
FOB Shenzhen, EXW, CIF
|
|
Export to
|
Europe countries,USA,Mexico,Australia ,Middle-east ,Asia etc
|
|
Mold hot runner
|
DME, HASCO, YUDO, Mold-Masters, HRS, Synventive, etc, or per customer requirement
|
|
Mold gate type
|
point gate, side gate, sub gate, tunnel gate, banana gate, direct gate, tab gate, hot runner valve gate, hot runner to cold runner, etc.
|
|
Lead time 1st Trial
|
20-45Days based on different molds
|
|
Outside package
|
Standard wooden cases or as your requirement
|
|
Inner package
|
Stretch waterproof film & Each Mold painted, anti-rust oil.3. Spare parts together with the mold shipment. 4. Vaccum package
|
###
| Q1: What is your company’s main product? |
| A: Our company is specialized in injection molding moulds and injection plastic products. We can customize all kinds of injection plastic products according to your requirements or 3D drawing. |
| Q2: How can I get the samples to check the quality? |
| A: 1) You can come to have the mould test directly. 2) We could send samples & mould running video to you. |
| Q3: Can you make multi-cavity molds? |
| A: Yes, we are capable of making molds in 16, 24, 48, and 64 cavities. |
| Q4: What certificates are you qualified for? |
| A: We are qualified in ISO9001, and we have a system for TS16949. |
| Q5: How do you make our business a long-term and good relationship? |
| A:1. We keep good quality, on-time delivery, and competitive price to ensure our customers benefit from the best quality products 2. We value each customer, no matter where they come from, or how big the order they place. |
| Q6: I have an idea for a new product, but don’t know if it can be manufactured. Can you help? |
| A: Yes! We are always happy to work with potential customers to evaluate the technical feasibility of your idea or design and we can advise on materials tooling and likely set-up costs. |
Benefits of Injection Molded Parts in Design
Injection molded parts are manufactured from a variety of plastics. You can order samples of your desired product or download CAD drawings free of charge. For more information, visit our product catalog. There are numerous benefits of using injection molded products in your designs. Here are some of them. Injection molded products are cost-effective and highly customizable.
Design for manufacturability
 Design for manufacturability (DFMA) is an important part of the design process for injection-molded parts. This process helps to minimize costs and streamline the production process. It also helps in the prevention of problems during the manufacturing process. The process involves several steps that include part geometry, location of critical surfaces, material selection, and dimensioning. It is also crucial to consider the colors and tolerances, which can help to minimize scrap rates.
Design for manufacturability (DFMA) is an important part of the design process for injection-molded parts. This process helps to minimize costs and streamline the production process. It also helps in the prevention of problems during the manufacturing process. The process involves several steps that include part geometry, location of critical surfaces, material selection, and dimensioning. It is also crucial to consider the colors and tolerances, which can help to minimize scrap rates.
Design for manufacturability is a vital early stage in the development process to ensure that the product is cost-effective and repeatable. It begins with a thorough understanding of the purpose for which the part is intended. The design process should take into account every aspect of the part, including the material section, tool design, and the production process.
DFM includes guidelines to ensure that the design meets the manufacturing requirements. These guidelines can include good manufacturing practices, as well as good design principles. Good design focuses on the quantity and quality of parts, as well as the complexity of their surfaces and tolerances. The process also focuses on mechanical and optical properties.
Injection molding design for manufacturability can save resources and time. It also reduces the costs of assembly. An injection molder conducts a detailed analysis of these design elements before starting the tooling process. This is not a standalone principle; it should be used in conjunction with other design optimization techniques.
Ideally, a product should be designed for optimum manufacture. This means that it should not have too many parts, or too few. To minimize this, the designer should choose a model that is easy to mold. Also, a design that does not require too many machine operations and minimizes risks.
Plastics used in injection molding
 Injection molding is a very versatile process that uses various types of plastic polymers. These plastics are extremely flexible and can be molded to take on any shape, color, and finish. They can also be customized to contain design elements, text, and safety instructions. Plastics are also lightweight, easily recycled, and can be hermetically sealed to prevent moisture from getting into the product.
Injection molding is a very versatile process that uses various types of plastic polymers. These plastics are extremely flexible and can be molded to take on any shape, color, and finish. They can also be customized to contain design elements, text, and safety instructions. Plastics are also lightweight, easily recycled, and can be hermetically sealed to prevent moisture from getting into the product.
Plastics are categorized according to their properties, which can be helpful in selecting the right plastic for a particular application. Different materials have different degrees of hardness, which is important when it comes to molding applications. Some are harder than others, while others are more flexible. Plastics are ranked according to their Shore hardness, which was developed by CZPT.
Polystyrene is one of the most common plastics used in injection molding. However, it has a few disadvantages. While it is a good choice for simple products that do not require high strength and are prone to breakage, it is not ideal for items that need to be resistant to heat and pressure.
While many types of plastics are used in injection molding, choosing the right material is very important. The right material can make a big difference in the performance of your product and the cost of your product. Make sure to talk with your injection molding supplier to determine which plastic is right for your project. You should look for a plastic with a high impact rating and FDA approval.
Another commonly used plastic is PMMA, or polystyrene. This plastic is affordable and has a glass-like finish. It is often used for food and beverage packaging and can be easily recycled. This material is also used in textiles.Characteristics of polypropylene
Polypropylene injection molded parts offer an array of benefits, including a high degree of rigidity, excellent thermal stability, low coefficient of friction, and chemical resistance. These plastics are available in two main types, homopolymers and copolymers. Both types offer superior hardness and tensile strength. However, the material does not have the same fire-resistance as PE plastics.
Polypropylene is a colorless, odorless, crystalline solid. It is highly resistant to a variety of chemicals and is shatter-resistant. Its properties make it a great choice for many industrial applications, including packaging and containers for liquids. The material is also highly durable and can last for a very long time without breaking. In addition, it does not absorb or retain moisture, making it ideal for outdoor and laboratory applications.
Polypropylene is widely used for injection molding, and its low cost, flexibility, and resistance to chemical attack make it a popular choice. This material is also a great electrical insulator and has excellent thermal expansion coefficient. However, it is not biodegradable. Luckily, it can be recycled.
During the molding process, the temperature of the mold is a significant factor. Its morphology is related to the temperature and flow field, and a clear correlation between the two factors is essential. If you can control the temperature and flow, you can optimize your manufacturing process and eliminate costly trial-and-error procedures.
Polypropylene is an excellent electrical insulator and has a high dielectric coefficient. It can also be sterilized and resist high temperatures. Although it is less rigid than polyethylene, it is a good choice for applications where electrical insulation is necessary.
Texture of injection molded parts
 Texture design is a common feature of injection molded parts, which helps to raise the perceived value of the vehicle. While traditional manufacturing processes can produce limited textures, additive manufacturing allows for infinite designs. For example, a design that looks like a wood grain pattern may be printed on an aluminum car part.
Texture design is a common feature of injection molded parts, which helps to raise the perceived value of the vehicle. While traditional manufacturing processes can produce limited textures, additive manufacturing allows for infinite designs. For example, a design that looks like a wood grain pattern may be printed on an aluminum car part.
Texture is important because it can improve the strength of the part and enhance its adhesion to other surfaces. Moreover, textured parts can resist damage from contact and fingerprints. This makes them more durable and a good option for further molding operations. Injection molding processes usually follow a set of standards from the Society of Plastics Industry, which define different types of surface finishes.
Textured plastic injection molded parts may have various types of surfaces, including wood grain, leather, sand, or stipple. Choosing the right surface texture is crucial for enhancing the appearance of the part, but it must also be compatible with its function. Different materials have different chemical and physical properties, which can influence the type of texture. Moreover, the melting temperature of the material is important for its surface finish. The additives used in the process can also have an impact on the surface finish.
Texture can also vary between manufacturers and types of components. Some textures are flat, while others are rough. The top row corresponds to A3 and B4 in flatness, while the bottom row shows rough surfaces. These rough surfaces may damage sensitive testing equipment. However, some textures may have near equivalence with each other, namely SPI D-3 and MT-11020.
The type of texture that is applied to injection molded parts can affect the minimum draft angle required for the parts to be ejected. Parts with light texture tend to be smoother than parts with heavy textures, while parts with heavy textures require a higher draft angle. The draft angle for heavy textures should be between five and 12 degrees. It is best to consider this early in the design process and consult with the injection molder to get a good idea of the necessary draft angles.
editor by czh 2022-12-15
China Good quality Textile Machinery CNC Precision Machining Part Worm Gear Shaft Powder Metallurgy Part with Great quality
Solution Description
HangZhou FRIMA is IATF16949 certificated manufacturer ,positioned in HangZhou,China.We are specialised in production custom-manufactured precision Machining Components. We provide a wide range of manufacturing answers, including machining, and stamping Our engineering team has rich expertise in doing work in this subject for many several years.
We have expert quality management staff which is constructed up by rich knowledgeable QC & QA. They will check each process of manufacturing. Every single part or component will go by way of our QA for last inspection and tests. Make confident every product is under customer’s necessity prior to CZPT clients.
Our target is to close the hole and offer decrease expense manufacturing all through the world. Sourcing your components with FRIMA is the closest issue to managing your possess producing facility in China. We offer extreme versatility for you and your project needs.
HangZhou FRIMA will offer you with the subsequent advantages and rewards:
·More saving on production price.
·State-of-the-artwork producing amenities.
·On website manufacturing supervision for high quality manage.
·Bilingual engineers reporting on your undertaking.
·Reasonable limited direct time.
Equipments: CNC machining center, CNC Lathe, milling equipment, standard lathe, grinding device, wire-reduce device, peak gauge, projector, and other specific ones.
Components: Aluminum, Alloy steel, Stainless Steel, brass, and so on.
About 80% of FRIMAI’s enterprise is exported, and 20% domestic. FRIMAhas very stringent top quality handle ask for and technique primarily based on IATF16949 administration program.
Any enquiries and orders collectively with drawing or sample as properly as investments are incredibly welcomed. We sincerely would like to cooperate with your firm and produce brilliance.
Feature of CNC elements
1. Precision Cnc stainless steel elements strictly in accordance to customer’s drawing, packing, and quality request
2. Tolerance: Can be stored at +/-.005mm
three. The most innovative CMM inspector to ensure the quality
four. Knowledgeable engineering engineers and effectively-trained personnel
five. Quickly and timely shipping. Speedily&professional services
six. Good quality assurance in accordance with PPAP-3 stage system inIATF16949
Material Offered for CNC Turning Services
Phrases and Conditions
How to Decide on the Right Worm Shaft
You may possibly be curious to know how to choose the appropriate Worm Shaft. In this post, you will understand about worm modules with the exact same pitch diameter, Double-thread worm gears, and Self-locking worm drive. As soon as you have picked the appropriate Worm Shaft, you will find it easier to use the gear in your home. There are a lot of advantages to selecting the right Worm Shaft. Study on to learn much more.
Concave shape
The concave shape of a worm’s shaft is an critical attribute for the design of a worm gearing. Worm gearings can be located in a extensive variety of styles, and the simple profile parameters are obtainable in expert and agency literature. These parameters are utilized in geometry calculations, and a assortment of the correct worm gearing for a particular software can be primarily based on these specifications.
The thread profile of a worm is outlined by the tangent to the axis of its main cylinder. The teeth are shaped in a straight line with a somewhat concave condition along the sides. It resembles a helical equipment, and the profile of the worm alone is straight. This kind of gearing is often employed when the amount of teeth is increased than a certain restrict.
The geometry of a worm gear relies upon on the variety and maker. In the earliest days, worms ended up manufactured comparable to easy screw threads, and could be chased on a lathe. During this time, the worm was frequently created with straight-sided instruments to create threads in the acme aircraft. Later, grinding methods enhanced the thread complete and reduced distortions resulting from hardening.
When a worm gearing has several enamel, the pitch angle is a essential parameter. A higher pitch angle will increase efficiency. If you want to enhance the pitch angle without having escalating the quantity of tooth, you can replace a worm pair with a different quantity of thread begins. The helix angle need to improve whilst the heart length continues to be continual. A larger pitch angle, nonetheless, is virtually in no way employed for electricity transmissions.
The minimal variety of equipment enamel depends on the angle of pressure at zero gearing correction. The diameter of the worm is d1, and is dependent on a known module worth, mx or mn. Typically, larger values of m are assigned to bigger modules. And a smaller sized amount of enamel is called a low pitch angle. In scenario of a lower pitch angle, spiral gearing is used. The pitch angle of the worm gear is smaller sized than 10 levels.
Multiple-thread worms
Multi-thread worms can be divided into sets of one, two, or 4 threads. The ratio is identified by the amount of threads on every set and the quantity of teeth on the equipment. The most frequent worm thread counts are 1,2,4, and 6. To locate out how several threads you have, count the start off and finish of each and every thread and divide by two. Employing this strategy, you will get the appropriate thread rely every time.
The tangent airplane of a worm’s pitch profile adjustments as the worm moves lengthwise alongside the thread. The guide angle is best at the throat, and decreases on the two sides. The curvature radius r” varies proportionally with the worm’s radius, or pitch angle at the considered position. Hence, the worm sales opportunities angle, r, is improved with lowered inclination and decreases with growing inclination.
Multi-thread worms are characterised by a constant leverage between the gear surface area and the worm threads. The ratio of worm-tooth surfaces to the worm’s size differs, which permits the wormgear to be altered in the same course. To improve the equipment make contact with among the worm and gear, the tangent partnership among the two surfaces is optimum.
The efficiency of worm gear drives is largely dependent on the helix angle of the worm. Several thread worms can improve the efficiency of the worm equipment push by as a lot as twenty five to fifty% in comparison to solitary-thread worms. Worm gears are produced of bronze, which reduces friction and heat on the worm’s teeth. A specialised equipment can minimize the worm gears for greatest efficiency.
Double-thread worm gears
In many various applications, worm gears are employed to generate a worm wheel. These gears are exclusive in that the worm are not able to be reversed by the electrical power applied to the worm wheel. Since of their self-locking houses, they can be utilised to stop reversing motion, although this is not a trustworthy perform. Purposes for worm gears include hoisting products, elevators, chain blocks, fishing reels, and automotive electricity steering. Due to the fact of their compact dimension, these gears are typically employed in programs with restricted area.
Worm sets normally exhibit much more use than other types of gears, and this means that they demand a lot more minimal speak to designs in new areas. Worm wheel teeth are concave, creating it difficult to measure tooth thickness with pins, balls, and gear tooth calipers. To evaluate tooth thickness, nonetheless, you can evaluate backlash, a measurement of the spacing among tooth in a equipment. Backlash can range from a single worm gear to one more, so it is crucial to check the backlash at many points. If the backlash is diverse in two areas, this signifies that the tooth might have distinct spacing.
One-thread worm gears give high speed reduction but decrease performance. A multi-thread worm equipment can supply large performance and high speed, but this arrives with a trade-off in conditions of horsepower. Nonetheless, there are several other programs for worm gears. In addition to heavy-responsibility applications, they are usually used in light-weight-obligation gearboxes for a selection of functions. When employed in conjunction with double-thread worms, they let for a substantial speed reduction in one particular phase.
Stainless-metal worm gears can be utilised in moist environments. The worm equipment is not inclined to rust and is excellent for moist and moist environments. The worm wheel’s clean surfaces make cleaning them effortless. Nevertheless, they do demand lubricants. The most common lubricant for worm gears is mineral oil. This lubricant is designed to shield the worm push.
Self-locking worm push
A self-locking worm push helps prevent the system from relocating backward when the motor stops. A dynamic self-locking worm push is also feasible but does not consist of a holding brake. This sort of self-locking worm push is not inclined to vibrations, but could rattle if released. In addition, it may possibly require an further brake to keep the system from relocating. A constructive brake may be required for security.
A self-locking worm generate does not enable for the interchangeability of the driven and driving gears. This is in contrast to spur gear trains that let each to interchange positions. In a self-locking worm travel, the driving gear is often engaged and the driven gear continues to be stationary. The push system locks instantly when the worm is operated in the incorrect method. Numerous resources of info on self-locking worm gears contain the Machinery’s Handbook.
A self-locking worm generate is not difficult to create and has a great mechanical benefit. In fact, the output of a self-locking worm generate cannot be backdriven by the enter shaft. DIYers can build a self-locking worm generate by modifying threaded rods and off-the-shelf gears. Nevertheless, it is simpler to make a ratchet and pawl system, and is significantly considerably less expensive. However, it is crucial to comprehend that you can only generate a single worm at a time.
An additional advantage of a self-locking worm generate is the truth that it is not attainable to interchange the input and output shafts. This is a key reward of making use of this kind of a mechanism, as you can attain substantial gear reduction without increasing the size of the equipment box. If you’re thinking about buying a self-locking worm equipment for a specific application, think about the pursuing tips to make the proper selection.
An enveloping worm gear established is very best for apps necessitating large accuracy and performance, and minimal backlash. Its teeth are formed in a different way, and the worm’s threads are modified to enhance area contact. They are a lot more pricey to manufacture than their one-start counterparts, but this type is ideal for apps the place accuracy is critical. The worm drive is also a excellent alternative for hefty trucks because of their large dimensions and higher-torque capability.


China wholesaler 24V 750W DC Worm Gear Motor for Food Machinery near me supplier
Merchandise Description
NMRV050 worm gearbox with 750W 24V dc motor
one.Complex requirements:
We can supply several models worm gear motor. From 20w-1000w. And the motors can be utilized in automobile doorway, lift method and other device. We can design according to your speical need.
two.Production Movement
In modern ten many years, CZPT has been focused to the manufacture of the motor goods and the major merchandise can be categorised into the subsequent collection, specifically DC motor, DC gear motor, AC motor, AC equipment motor, Stepper motor, Stepper gear motor, Servo motor and Linear actuator collection.
Our motor items are commonly used in the fields of aerospace business, automotive market, financial products, house appliance, industrial automation and robotics, health-related products, workplace products, packing equipment and transmission business, providing clients reputable tailor-made answers for driving and controlling.
4.Our Services
1). Common Service:
two). Customization Services:
Motor specification(no-load pace , voltage, torque , diameter, sound, existence, tests) and shaft duration can be tailor-produced in accordance to customer’s specifications.
five.Bundle & Shipping
six.Speak to Details
Rachel Ye
————————————-
HangZhou CZPT E&M Tech. Co., Ltd.
An Overview of Worm Shafts and Gears
This report offers an overview of worm shafts and gears, which includes the sort of toothing and deflection they expertise. Other subject areas lined contain the use of aluminum compared to bronze worm shafts, calculating worm shaft deflection and lubrication. A complete comprehension of these troubles will support you to design and style greater gearboxes and other worm equipment mechanisms. For even more info, please check out the connected sites. We also hope that you will find this report informative.
Double throat worm gears
The pitch diameter of a worm and the pitch of its worm wheel need to be equal. The two kinds of worm gears have the identical pitch diameter, but the difference lies in their axial and round pitches. The pitch diameter is the length between the worm’s tooth alongside its axis and the pitch diameter of the greater gear. Worms are created with remaining-handed or appropriate-handed threads. The guide of the worm is the distance a position on the thread travels for the duration of one particular revolution of the worm equipment. The backlash measurement ought to be manufactured in a couple of different places on the equipment wheel, as a large volume of backlash implies tooth spacing.
A double-throat worm gear is created for high-load apps. It offers the tightest relationship between worm and gear. It is crucial to mount a worm equipment assembly accurately. The keyway design requires many factors of contact, which block shaft rotation and assist transfer torque to the gear. Right after identifying the area of the keyway, a gap is drilled into the hub, which is then screwed into the equipment.
The twin-threaded design and style of worm gears enables them to face up to weighty loads without having slipping or tearing out of the worm. A double-throat worm equipment provides the tightest relationship amongst worm and equipment, and is therefore perfect for hoisting purposes. The self-locking nature of the worm equipment is yet another edge. If the worm gears are designed well, they are outstanding for decreasing speeds, as they are self-locking.
When deciding on a worm, the number of threads that a worm has is crucial. Thread commences determine the reduction ratio of a pair, so the greater the threads, the greater the ratio. The identical is true for the worm helix angles, which can be 1, two, or three threads long. This may differ among a one thread and a double-throat worm equipment, and it is vital to think about the helix angle when selecting a worm.
Double-throat worm gears vary in their profile from the true equipment. Double-throat worm gears are especially valuable in apps in which sound is an issue. In addition to their lower sound, worm gears can soak up shock masses. A double-throat worm equipment is also a common option for many distinct kinds of purposes. These gears are also typically utilized for hoisting equipment. Its tooth profile is different from that of the actual gear.
Bronze or aluminum worm shafts
When selecting a worm, a couple of factors need to be stored in mind. The material of the shaft must be possibly bronze or aluminum. The worm by itself is the primary element, but there are also addendum gears that are accessible. The whole quantity of tooth on each the worm and the addendum gear need to be increased than forty. The axial pitch of the worm needs to match the round pitch of the bigger gear.
The most widespread substance utilised for worm gears is bronze simply because of its attractive mechanical qualities. Bronze is a wide time period referring to a variety of copper alloys, including copper-nickel and copper-aluminum. Bronze is most generally developed by alloying copper with tin and aluminum. In some instances, this mix creates brass, which is a similar metal to bronze. The latter is much less high-priced and suitable for light hundreds.
There are numerous rewards to bronze worm gears. They are sturdy and tough, and they provide exceptional put on-resistance. In distinction to steel worms, bronze worm gears are quieter than their counterparts. They also require no lubrication and are corrosion-resistant. Bronze worms are popular with little, light-weight equipment, as they are simple to sustain. You can go through far more about worm gears in CZPT’s CZPT.
Although bronze or aluminum worm shafts are the most frequent, equally resources are similarly suitable for a variety of apps. A bronze shaft is usually known as bronze but might truly be brass. Historically, worm gears had been manufactured of SAE sixty five gear bronze. Nonetheless, newer components have been introduced. SAE sixty five gear bronze (UNS C90700) remains the chosen material. For high-volume applications, the materials cost savings can be substantial.
The two varieties of worms are basically the identical in size and shape, but the guide on the remaining and proper tooth surfaces can vary. This permits for specific adjustment of the backlash on a worm with out altering the heart distance among the worm equipment. The various sizes of worms also make them simpler to manufacture and keep. But if you want an particularly modest worm for an industrial application, you need to consider bronze or aluminum.
Calculation of worm shaft deflection
The centre-line distance of a worm gear and the amount of worm tooth play a critical position in the deflection of the rotor. These parameters need to be entered into the instrument in the very same units as the main calculation. The picked variant is then transferred to the main calculation. The deflection of the worm equipment can be calculated from the angle at which the worm tooth shrink. The adhering to calculation is valuable for designing a worm gear.
Worm gears are widely employed in industrial programs thanks to their substantial transmittable torques and huge gear ratios. Their challenging/gentle materials mix makes them preferably suited for a vast selection of apps. The worm shaft is normally produced of situation-hardened steel, and the worm wheel is fabricated from a copper-tin-bronze alloy. In most situations, the wheel is the region of contact with the equipment. Worm gears also have a minimal deflection, as substantial shaft deflection can have an effect on the transmission accuracy and increase use.
Yet another approach for identifying worm shaft deflection is to use the tooth-dependent bending stiffness of a worm gear’s toothing. By calculating the stiffness of the personal sections of a worm shaft, the stiffness of the whole worm can be decided. The approximate tooth area is shown in determine 5.
Another way to estimate worm shaft deflection is by utilizing the FEM technique. The simulation device employs an analytical design of the worm gear shaft to decide the deflection of the worm. It is dependent on a two-dimensional design, which is more appropriate for simulation. Then, you need to have to input the worm gear’s pitch angle and the toothing to compute the maximum deflection.
Lubrication of worm shafts
In order to safeguard the gears, worm drives require lubricants that provide superb anti-wear safety, higher oxidation resistance, and lower friction. While mineral oil lubricants are extensively utilized, artificial base oils have greater efficiency attributes and lower operating temperatures. The Arrhenius Price Rule states that chemical reactions double every 10 degrees C. Synthetic lubricants are the best choice for these apps.
Synthetics and compounded mineral oils are the most popular lubricants for worm gears. These oils are formulated with mineral basestock and 4 to 6 per cent artificial fatty acid. Area-lively additives give compounded gear oils excellent lubricity and prevent sliding wear. These oils are suited for substantial-pace purposes, including worm gears. Nevertheless, synthetic oil has the disadvantage of becoming incompatible with polycarbonate and some paints.
Artificial lubricants are pricey, but they can enhance worm equipment efficiency and functioning lifestyle. Artificial lubricants generally tumble into two categories: PAO synthetic oils and EP artificial oils. The latter has a higher viscosity index and can be used at a variety of temperatures. Artificial lubricants usually contain anti-use additives and EP (anti-dress in).
Worm gears are often mounted above or beneath the gearbox. The proper lubrication is essential to make certain the proper mounting and procedure. In many cases, insufficient lubrication can cause the device to fail quicker than anticipated. Because of this, a technician may not make a relationship among the absence of lube and the failure of the device. It is essential to adhere to the manufacturer’s suggestions and use large-quality lubricant for your gearbox.
Worm drives decrease backlash by minimizing the perform in between gear tooth. Backlash can result in harm if unbalanced forces are launched. Worm drives are light-weight and tough due to the fact they have minimal shifting areas. In addition, worm drives are low-sound and vibration. In addition, their sliding motion scrapes absent excess lubricant. The continuous sliding motion generates a higher sum of heat, which is why excellent lubrication is vital.
Oils with a higher movie power and excellent adhesion are best for lubrication of worm gears. Some of these oils incorporate sulfur, which can etch a bronze gear. In buy to avoid this, it is essential to use a lubricant that has higher movie strength and stops asperities from welding. The perfect lubricant for worm gears is a single that gives exceptional film power and does not have sulfur.
China high quality Farm Machinery Accessories BGB9V3 Model Of Transmission Gearbox with Good quality
Guarantee: 1 calendar year
Applicable Industries: Lodges, Garment Shops, Creating Content Retailers, Producing Plant, Machinery Mend Retailers, Foodstuff & Beverage Manufacturing unit, Farms, Restaurant, House Use, Retail, Meals Store, Printing Outlets, Development works , Strength & Mining, Foods & Beverage Stores, Marketing Firm
Excess weight (KG): twenty
Personalized support: OEM, ODM, OBM
Gearing Arrangement: Helical
Output Torque: -20000NM
Input Pace: 540rpm
Output Velocity: -1080RPM
Use: Agriculture
Materials: Aluminum, iron
Search phrases: Gearboxes
Dimensions: huge
Certification: Attain
Packaging Particulars: Common Sea Worthy Package deal
Port: ZheJiang , HangZhou
Farm Equipment Equipment BGB9V3 Model Of Transmission Gearbox Our Gearbox has a lot of objects for your picking and we can produce as per your drawing or sample to meet your special request1. Huge output torque2. Protected, trustworthy, cost-effective and durable3. Steady transmission, quiet operation4. Higher carrying ability5. High modularization design and style, could equip with various outer power enter conveniently. Identical machine sort could equip with numerous electrical power motor. It is effortless to recognize the combination and junction amongst each device type6. Transmission ratio: Good division, extensive scope. The merged device type may possibly kind really massive transmission ratio, i. E. Outputvery reduced rotary pace.7. Sort of set up: The position to be put in is not constrained.8. Substantial strength, Greatest Revenue Stannum Bronze Aluminum Gearbox Worm Restaurant Food Store Garment Stores Hotels Printing Stores Retail Energy & Mining compact the box physique of large power solid iron, equipment and gear shaft adapts the fuel carbonization, quenching and good grinding approach, therefore the bearing potential of device quantity is large.9. Long lifestyle: Under the condition of right kind selected(including picking suitable procedure parament ) normal operation andmaintenance, the lifestyle if principal elements velocity reducer(apart from donning areas)should not be significantly less than 20000 hrs. The putting on components include lubricating oil, oil seal and bearing.10. Minimal sounds: Due to the fact main elements of speed reducer are processed, and analyzed critically, as a result the noise of velocity reducer islow.eleven.Our gear box have reached the advance intercontinental stage, can change the exact same kind of goods imported. Our Gearbox has several products for your deciding on and we can produce as for every your drawing or sample to fulfill your particular request1. Big output torque2. Risk-free, reliable, inexpensive and durable3. Stable transmission, tranquil operation4. Higher carrying ability5. Substantial modularization design and style, might equip with numerous outer electricity input conveniently. Identical machine sort could equip with variouspower motor. It is effortless to understand the mixture and junction in between every device type6. Transmission ratio: Fine division, wide scope. The mixed device sort may form really big transmission ratio, i. E. Outputvery reduced rotary pace.7. Sort of installation: The situation to be set up is not restricted.8. Substantial power, compact the box entire body of higher power forged iron, gear and gear shaft adapts the gasoline carbonization, quenching andfine grinding method, consequently the bearing potential of unit volume is higher.9. Lengthy existence: Under the condition of appropriate sort decided on(which includes picking suitable operation parament ) typical operation andmaintenance, the life if principal parts velocity reducer(besides sporting areas)ought to not be considerably less than 20000 several hours. The sporting partsinclude lubricating oil, oil seal and bearing.ten. Lower sounds: Simply because primary parts of speed reducer are processed, and tested critically, therefore the noise of speed reducer islow.eleven.Our equipment box have reached the progress international degree, can exchange the same kind of merchandise imported. Recommend Items NMRV Sequence Transmission Gearboxes RV Series Equipment Box For Belt Push NRV Sequence Velocity Reducer PF PLF ZDF ZF Planetary Gearbox WPA WPS Cast Iron Circumstance Worm Gearbox Maritime Gearbox For Operate Boat MW Substantial Torque Transmission Gearboxes ninety Diploma Reducer For Concrete Mixer Worm Gearbox Reduction For Conveyor Mill Machine Appropriate Angle Worm Gear Box Gear Reducers For Belt Conveyor Velocity Worm Equipment Reducer HangZhou CZPT Business Co., Ltd. is a specialized provider of a complete range of chains, sprockets, Hot sale 4WG200 Computerized Transmission Assembly Tractor Gearbox Assy 4644571228 For Wheel Loader LG958L CLG856 ZL50G gears, gear racks, v belt pulley, timing pulley, V-belts, couplings, machined areas and so on. Because of to our sincerity in giving very best provider to our customers, comprehension of your wants and overriding feeling of obligation toward filling buying specifications, we have obtained the have faith in of consumers throughout the world. Obtaining accumulated cherished encounter in cooperating with foreign consumers, our goods are selling nicely in the American, European, South American and Asian marketplaces. Our goods are manufactured by present day computerized machinery and tools. In the meantime, our items are created in accordance to high good quality specifications, and complying with the international innovative regular criteria. With numerous years’ expertise in this line, we will be trusted by our rewards in competitive cost, one particular-time shipping and delivery, prompt response, on-hand engineering assist and great right after-product sales solutions. Moreover, all our generation methods are in compliance with ISO9001 expectations. We also can style and make non-regular items to fulfill customers’ specific demands. Quality and credit history are the bases that make a company alive. We will give best solutions and high good quality goods with all sincerity. If you require any information or samples, make sure you get in touch with us and you will have our soon reply. FAQ:Q1: Are you buying and selling business or company ?A: We are manufacturing facility.Q2: How long is your shipping and delivery time and cargo?one.Sample Guide-instances: generally ten workdays.2.Generation Guide-instances: twenty-forty workdays soon after receiving your deposit.Q3. What is your phrases of payment?A: T/T 30% as deposit, and 70% before shipping and delivery.Q4: What is your advantages?1. Producer,the most aggressive price and very good good quality.2. Perfect technological engineers give you the ideal assist.3. OEM is available.4. Wealthy stock and fast delivery.Q5. If you can’t discover the product on our web site,what do you subsequent?You should ship us inquiry with item images and drawings by electronic mail or other methods and we’ Brand New Genuine 8HP45X for BMW F15 F16 F25 X3 X4 X5 X6 N55 Automatic Transmission Gearbox ll check out.
How to Select a Gearbox
When you drive your vehicle, the gearbox gives you with traction and pace. The decrease gear gives the most traction, while the higher equipment has the most pace. Picking the right equipment for your driving problems will support you improve the two. The proper gearing will vary primarily based on highway conditions, load, and speed. Brief gearing will accelerate you far more speedily, even though tall gearing will enhance best pace. Nevertheless, you must comprehend how to use the gearbox ahead of driving.
Perform
The purpose of the gearbox is to transmit rotational vitality to the machine’s push prepare. The ratio between enter and output torque is the ratio of the torque to the pace of rotation. Gearboxes have many distinct capabilities. A gearbox might have multiple capabilities or a single operate that is utilized to drive many other equipment. If one gear is not turning, the other will be capable to switch the gearbox. This is in which the gearbox will get its identify.
The pitch-managed technique has an equal quantity of failure modes as the electrical program, accounting for a massive proportion of the longest equipment downtime and halt time. The romantic relationship amongst mechanisms and faults is not effortlessly modeled mathematically. Failure modes of gearboxes are shown in Fig. 3. A gearbox’s real support lifestyle is 6 to eight many years. Nevertheless, a gearbox’s fault detection method should be created as mature engineering is required to reduce the downtime and keep away from catastrophic incidents.
A gearbox is a important piece of machinery. It procedures vitality created by an engine to shift the machine’s components. A gearbox’s performance depends on how proficiently it transfers energy. The increased the ratio, the much more torque is transferred to the wheels. It is a widespread part of bicycles, autos, and a variety of other devices. Its four key functions include:
In addition to making certain gearbox dependability, a gearbox’s maintainability must be evaluated in the layout section. Maintainability considerations need to be built-in into the gearbox style, this kind of as the variety of spare components available. An proper maintenance routine will also establish how frequently to substitute or restore distinct parts. A correct routine maintenance treatment will also make certain that the gearbox is available. Regardless of whether it is straightforward to entry or hard to achieve, accessibility is vital.
Objective
A car’s transmission connects the engine to the wheels, allowing a larger-pace crankshaft to offer leverage. Higher-torque engines are necessary for the vehicle’s beginning, acceleration, and assembly street resistance. The gearbox minimizes the engine’s velocity and supplies torque variations at the wheels. The transmission also supplies reversing electricity, creating it achievable to go the automobile backwards and forwards.
Gears transmit electrical power from a single shaft to one more. The size of the gears and quantity of tooth determine the amount of torque the device can transmit. A larger gear ratio signifies more torque, but slower speed. The gearbox’s lever moves the participating component on the shaft. The lever also slides the gears and synchronizers into spot. If the lever slips to the remaining or appropriate, the motor operates in second gear.
Gearboxes need to be intently monitored to decrease the likelihood of untimely failure. A variety of tests are offered to detect faulty equipment enamel and improve device trustworthiness. Figure 1.11(a) and (b) present a gearbox with eighteen teeth and a 1.5:1 transmission ratio. The enter shaft is linked to a sheave and drives a “V” belt. This transmission ratio allows the gearbox to minimize the pace of the motor, whilst escalating torque and decreasing output pace.
When it comes to velocity reduction, gear box is the most widespread strategy for decreasing motor torque. The torque output is directly proportional to the volume of the motor. A small gearbox, for illustration, can make as much torque as a massive motor with the identical output pace. The very same holds accurate for the reverse. There are hybrid drives and in-line gearboxes. Irrespective of the variety, knowing about the capabilities of a gearbox will make it easier to select the proper one for your specific application.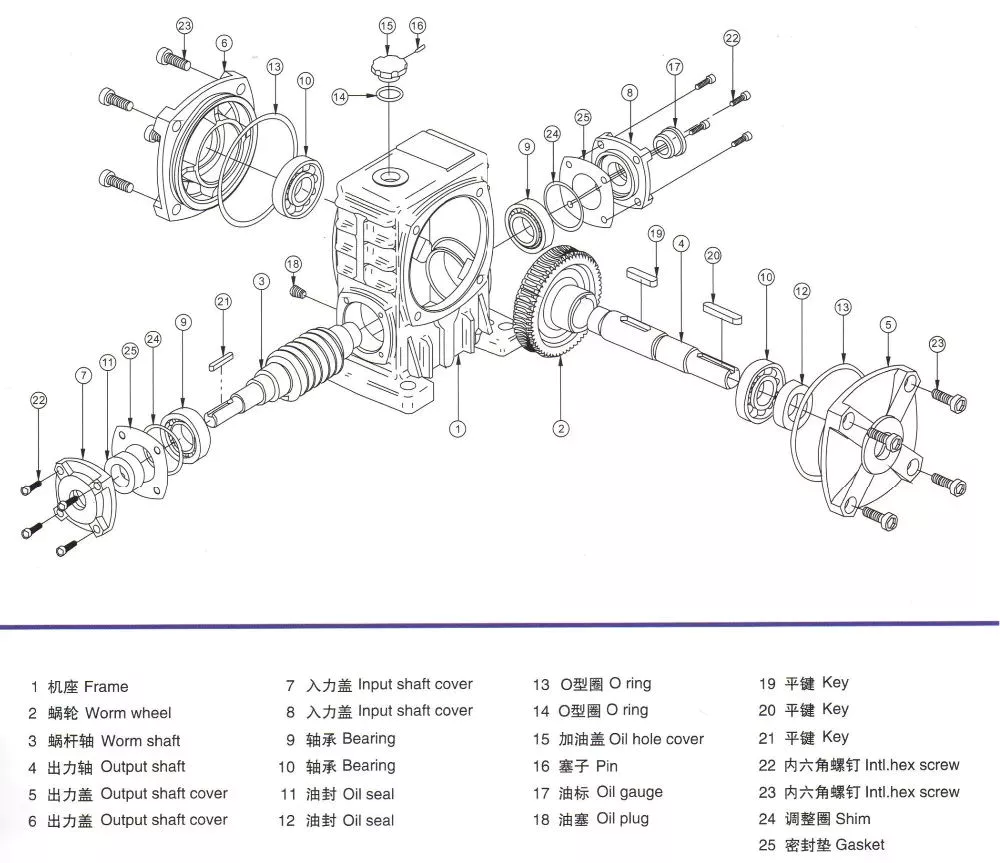
Application
When deciding on a gearbox, the service element need to be deemed. Provider factor is the big difference between the real ability of the gearbox and the price necessary by the software. Further needs for the gearbox might consequence in untimely seal put on or overheating. The provider issue need to be as low as possible, as it could be the big difference in between the life span of the gearbox and its failure. In some circumstances, a gearbox’s support factor can be as substantial as 1.4, which is sufficient for most industrial apps.
China dominates the renewable power business, with the greatest installed capacity of one thousand gigawatts and more than 2000 terawatt hrs of electrical power created every single 12 months. The progress in these sectors is anticipated to enhance the demand for gearboxes. For illustration, in China, wind and hydropower strength production are the significant parts of wind and photo voltaic power plants. The improved set up potential signifies improved use of gearboxes for these industries. A gearbox that is not appropriate for its software will not be practical, which may possibly be harmful to the production of goods in the nation.
A gearbox can be mounted in 1 of 4 various positions. The first a few positions are concentric, parallel, or appropriate angle, and the fourth place is shaft mount. A shaft mount gearbox is typically used in apps in which the motor cannot be mounted by way of a foot. These positions are reviewed in more element beneath. Choosing the right gearbox is crucial in your enterprise, but bear in mind that a effectively-made gearbox will aid your bottom line.
The service element of a gearbox is dependent on the variety of load. A high shock load, for example, can lead to premature failure of the equipment tooth or shaft bearings. In this sort of situations, a larger service aspect is needed. In other instances, a gearbox that is developed for high shock hundreds can endure this sort of loads without deteriorating its functionality. Furthermore, it will also decrease the expense of preserving the gearbox over time.
Substance
When selecting the materials for your gearbox, you need to stability the strength, sturdiness, and price of the layout. This post will go over the diverse kinds of materials and their respective programs and power transmission calculations. A variety of alloys are offered, every of which provides its own positive aspects, which includes improved hardness and wear resistance. The adhering to are some of the widespread alloys employed in gears. The advantage of alloys is their competitive pricing. A equipment manufactured from 1 of these resources is usually more powerful than its counterparts.
The carbon material of SPCC stops the material from hardening like SS. However, slim sheets manufactured from SPCC are often utilised for gears with decrease strength. Since of the lower carbon content material, SPCC’s surface does not harden as rapidly as SS gears do, so soft nitriding is necessary to offer hardness. Nevertheless, if you want a gear that will not rust, then you should contemplate SS or FCD.
In addition to cars, gearboxes are also used in the aerospace industry. They are utilized in space travel and are employed in plane engines. In agriculture, they are utilised in irrigation, pest and insect manage machinery, and plowing devices. They are also used in design equipment like cranes, bulldozers, and tractors. Gearboxes are also utilised in the food processing business, like conveyor systems, kilns, and packaging machinery.
The enamel of the gears in your gearbox are essential when it arrives to efficiency. A properly meshing gear will allow the gears to achieve peak functionality and face up to torque. Gear tooth are like little levers, and powerful meshing minimizes pressure and slippage. A stationary parametric evaluation will support you figure out the top quality of meshing all through the gearing cycle. This technique is usually the most precise way to figure out whether or not your gears are meshing nicely.
Manufacturing
The worldwide equipment market is divided into 5 important areas, specifically, North The united states, Europe, Asia Pacific, and Latin The united states. Amid these locations, Asia Pacific is envisioned to generate the biggest GDP, owing to quickly growing vitality need and investments in industrial infrastructure. This region is also residence to some of the largest manufacturing bases, and its constant building of new structures and residences will help the industry’s growth. In conditions of application, gearboxes are utilised in design, agricultural machinery, and transportation.
The Industrial Gearbox marketplace is predicted to grow during the next numerous a long time, pushed by the rapid expansion of the design business and company breakthroughs. Nevertheless, there are numerous issues that hamper the growth of the business. These contain the higher expense of functions and servicing of equipment units. This report addresses the market place dimension of industrial gearboxes globally, as effectively as their production systems. It also contains producer info for the interval of 2020-2024. The report also functions a dialogue of market drivers and restraints.
Global health disaster and reducing seaborne commerce have reasonably adverse effects on the industry. Slipping seaborne commerce has designed a barrier to investment decision. The price of worldwide crude oil is predicted to cross USD by April 2020, placing an finish to new assets development and exploitation. In such a situation, the worldwide gearbox industry will experience several challenges. Nonetheless, the options are enormous. So, the marketplace for industrial gearboxes is predicted to increase by far more than 6% by 2020, many thanks to the growing amount of light-weight automobiles bought in the nation.
The major shaft of a gearbox, also identified as the output shaft, spins at diverse speeds and transfers torque to an vehicle. The output shaft is splined so that a coupler and gear can be related to it. The counter shaft and principal shaft are supported by bearings, which reduce friction in the spinning component. An additional essential component of a gearbox is the gears, which range in tooth count. The amount of teeth decides how considerably torque a gear can transfer. In addition, the gears can glide in any placement.

